



A járművek károsanyag-kibocsátására és üzemanyag-fogyasztására vonatkozó szigorúbb szabványok bevezetésének követelményei azt eredményezték, hogy az egész autóipar igyekezett megfelelni ezeknek a fejlesztéseknek.Az üzemanyag-fogyasztás és a kipufogógáz-kibocsátás csökkentése érdekében a hagyományos módszer az autó tömegének csökkentése volt.Így az öntöttvas helyett az alumíniumötvözet hengerblokk fejlesztési irányzattá fejlődött.Ezenkívül a motor égési hatásfoka jelentősen javítható a motoron belüli súrlódás csökkentésével.Ezért az új „cilinder Liner kevesebb” autómotor-technológia sok autógyártó figyelmét felkeltette.
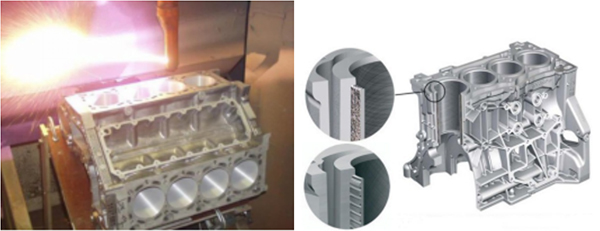
Gépjárműmotor(ok) hengerbetét-kevés technológia a termikus permetezési technológia bevezetésével valósult meg.A termikus permetezést a motorblokk gyártási folyamata során végezzük.A permetet az előkezelt alumínium motorhenger furatok felületére visszük fel.A spray kopásálló, alacsony szén-dioxid-kibocsátású ötvözetbevonatot ad a hagyományos öntöttvas hengerbélés helyére.A bélés nélküli hengerblokkok feldolgozása a következő általános rendszerelemeket és alkalmazásokat foglalja magában:
● az öntvény
● a hengerblokk durva megmunkálása
● a hengerfurat textúrája-nagyolása
● a felület előmelegítése
● termikus permetezés
● befejezni a megmunkálást
● fejezze be a csiszolást
A henger nélküli béléstechnika kulcsfolyamatait a koaxiális felületeken (két hengeren, amelyek hengeres felülete egy adott síkban koncentrikus körökön átmenő és erre a síkra merőleges vonalakból áll) a hengerfelület nagyolásával hajtják végre.Ez valósul meg:
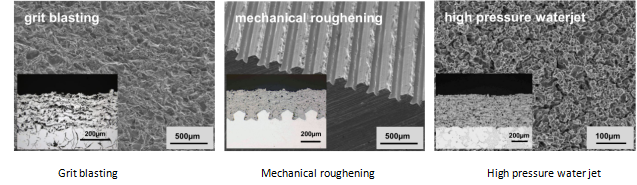
A felületi érdesítés célja a felület növelése, hogy olyan felületi szerkezetet alakítsanak ki, amely lehetővé teszi a bevonat mechanikus rögzítését az aljzat felületéhez, növeli a bevonat mechanikai harapási erejét az aljzathoz, és tovább aktiválja és javítja a felületet. Anyagkötő szilárdság.A felületi érdesítés többféle módon történik, mint például szemcseszórás, mechanikus nagyolás és nagynyomású vízsugaras érdesítés.A szemcseszórás a leggyakrabban alkalmazott érdesítési eljárás, és minden fémfelület érdesítésére vonatkozik.
A fémfelületek utólag tisztíthatók, érdesíthetők és homokfúvás után erősen reakcióképessé válhatnak.Ezt az érdesített felületet olajmentes, nagynyomású száraz levegővel tisztítják meg a szórási eljárás alkalmazása előtt.
A nagyolás (Felületi aktiválás) gép használatával is elvégezhető.És vannak olyan eljárások, amelyek során az alumínium felületet egy bizonyos kontúrra formálják.Ez egytengelyes megmunkálóközpont és betétes forgácsolószerszámok használatával történik.Ez egy egyszeri feldolgozás a jellemzők költséghatékony megközelítése érdekében.A régebbi, erősen koptató öntöttvas hengerek esetében a szerszámok túlzott kopása és elhasználódása gyakran gazdaságilag elfogadhatatlanná tette ezt.
A nagynyomású vízsugaras érdesítés csak alumínium hengernél alkalmazható, öntöttvas hengernél nem.A vízsugaras eljárás nem használ költséges csiszolóanyagokat.A folyadéksugár közvetlen felhasználása az aljzat felületén azonban csak akkor érhető el, ha a felület száraz.És még ekkor is viszonylag alacsony a felületi érdesség értéke más eljárásokhoz képest.
A felületi érdesítés, mint a nem hengeres technológia kulcsfontosságú folyamata, közvetlenül befolyásolja a bevonat kötési szilárdságát és bevonati tulajdonságait.Ezért a henger kevesebb hengerblokk technológia alkalmazásakor kiemelt figyelmet kell fordítani a felület érdesítési folyamatára.A megfelelő nagyolási módszer kiválasztása kritikus fontosságú a felület legjobb aktiválása és a gyártási hatékonyság elérése érdekében.
Feladás időpontja: 2021. május 26



